
Unicworks, Spain selects SprutCAM X for 3-axis machining
 5月 13, 2024
5月 13, 2024
UnicWorks, Spain has selected SprutCAM X for its 3-Axis machining tasks
UnicWorks is a Spanish company that offers high-value CNC manufacturing services to develop projects in five main areas: prototypes, small series, finishing, tooling and consultancy. Extensive experience and mastery of a broad portfolio of technologies position Unicworks as a key reference in the sector. Unicworks is able to oversee the entire process cycle, from the initial concept and design stages, through to the development and validation phases, and finally, the industrialisation and sequenced delivery. For their machining purposes they have selected SprutCAM X.
SprutCAM X CAD CAM system is a highly versatile computer-aided manufacturing (CAM) software that is relatively simple and rapid to adapt. It is also highly effective and cost-efficient. With this program, one can generate machining programs for a wide range of machines, including simple three-axis machines, five-axis machines, and eight-axis robots. Additionally, the program allows users to import the machine they have in their workshop, which can facilitate the setup process and help to ensure that machine limits are respected, thereby reducing the risk of collisions. All post-processors are available and can be customised to suit the specific requirements of each customer and machine.
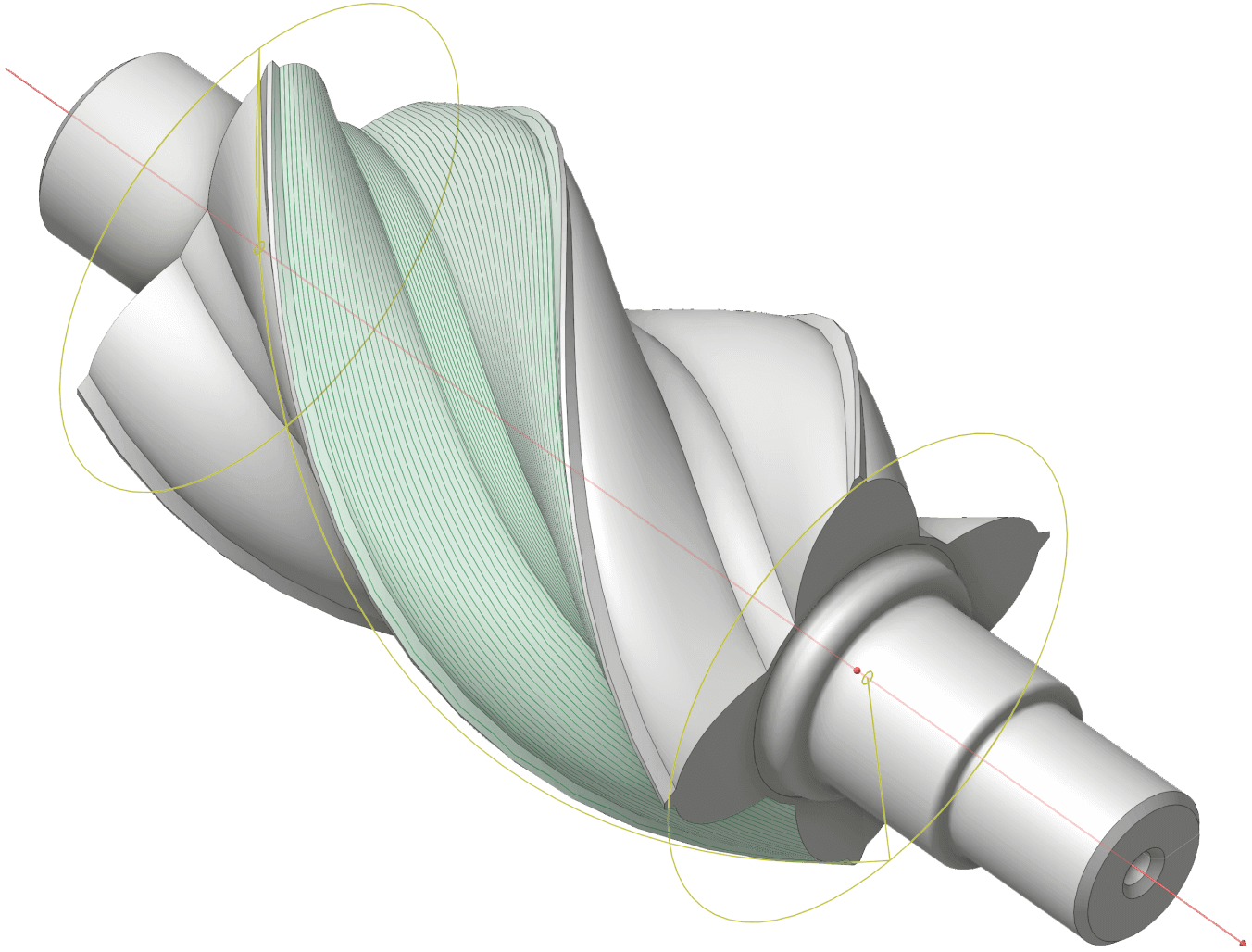
3D geometry and solid models are designed in or imported into SprutCAM X CAD CAM software and programmed using a series of 3D cutting operations, each with its own set of specific parameters that perform roughing, semi-finishing, and finishing operations. There is a range of three-axis, four-axis, and five-axis milling machines at SprutCAM. It is of critical importance to have an understanding of which type of machine your part will be manufactured on in order to optimise any design. When designing a CNC-machined part, it is possible that the designer may not have considered which type of machine the part will be manufactured on. However, the complexity and type of geometry that can be designed will be different for different types of machines.
The principal distinction between 3-axis, 4-axis and 5-axis machining is the complexity of the movement of both the workpiece and the cutting tool relative to each other. The greater the complexity of the motion of the two parts, the more complex the geometry of the final machined part can be.
3-axis machining represents the simplest form of machining, wherein the workpiece is fixed in a single position. The spindle is capable of movement in the X, Y, and Z linear directions. 3-axis machines are typically employed for the machining of two-dimensional (2D) and two-and-a-half-dimensional (2.5D) geometry. In 3-axis machining, the machining of all six sides of a part is possible; however, a new fixture set-up is required for each side, which could be expensive. In contrast, a single fixture setup allows for the machining of only one side of the part. Therefore, a unique setup is required for each side of a part.
The use of 3-axis CNC milling with SprutCAM software allows the manufacture of a wide range of complex and practical shapes, particularly when utilising the expertise of a world-class CNC machining facility. The 3-axis machining process is particularly suited to the production of planar milled profiles, drillings and threaded holes in-line with an axis.
In some instances, the designed feature is not physically capable of being manufactured by a three-axis machine. Alternatively, the feature may be more economically viable to machine with a four or five-axis machine. Features that are not possible to manufacture in three-axis milling include any features that are at an angle to the X-Y-Z coordinate system, even if the feature itself is planar. There are two distinct types of angled features that can be designed. It is important to understand the distinction between these two types when designing parts for CNC milling.
4-axis machining introduces a rotation about the X-axis, designated the A-axis. The spindle incorporates three linear axes of movement (X-Y-Z), analogous to the 3-axis configuration, with the A-axis achieved through the rotation of the workpiece. There are several variations of 4-axis machines, with the most prevalent type being the vertical machining configuration, where the spindle rotates about the Z-axis. The workpiece is mounted in the X-axis and can rotate with the fixture in the A-axis. In a single fixture setup, four sides of the part can be machined.
4-axis machining can be employed as a more economically viable alternative to 3-axis machining, which is theoretically possible on a 3-axis machine. The elimination of the risk of human error permitted the machining of the part to a high quality with no need for expensive Quality Assurance investigations. The removal of the necessity to change fixtures has the additional benefit that tighter tolerances can be held between features on different sides of the part. The potential for inaccuracy resulting from the necessity of fixture adjustment and subsequent re-setup has been eliminated.
There are two principal types of 4-axis computer numerical control (CNC) machining: indexing and continuous. Index 4-axis CNC machining is characterised by the rotation of the fourth axis (A-axis) while the machine is not cutting material. Once the optimal rotation has been selected, a brake is applied, allowing the machine to resume cutting. In contrast, continuous 4-axis machining enables the machine to cut material simultaneously with the A-axis rotation. This enables the machining of complex arcs, such as the profile of cam lobes and helices.
The utilisation of 4-axis machining enables the production of angled features that would otherwise be unfeasible with a 3-axis machine. It is important to note that 4-axis machining permits a single axis of rotation per fixture setup, thus necessitating that all angled features be oriented about the same axes. Alternatively, the deployment of additional fixtures may be required.
In the context of 5-axis machining, the term “rotation axis” refers to one of three possible axes of rotation, depending on the type of machine in question. A machine may utilise a rotation in the A-axis and C-axis, or a rotation in the B-axis and C-axis. The rotation may occur either by the workpiece or by the spindle. There are two main types of 5-axis CNC machines: 3+2 machines and fully continuous 5-axis machines. In 3+2 axis machining, two rotational axes operate independently of each other, allowing the workpiece to be rotated to any compound angle in relation to the cutting tool for features to be machined. However, two axes cannot be rotated simultaneously during machining. 3+2 machining can produce highly complex 3D shapes. Fully continuous 5-axis machining is a process whereby the two rotational axes are simultaneously rotated, while the cutting tool moves in a linear fashion in the XYZ coordinates.
Continuous 5-axis machining enables the production of highly complex 3D shapes, encompassing not only planar compound angled features but also complex curved 3D surfaces. This technology allows the fabrication of parts that would otherwise be reserved for moulding processes. 5-axis machining provides designers with a significant degree of flexibility to design complex 3D geometry. It is therefore essential to have a comprehensive understanding of the capabilities and limitations of each type of CNC machining in order to design CNC machined parts.
SprutCAM X software offers a comprehensive range of machining and cutting operations, suitable for use with a variety of equipment, including CNC machines, robots, EDMs, and other cutting tools. Its versatility extends to probing, which can be employed to ensure the centering of parts prior to machining. The intuitive interface and straightforward programming workflow facilitate the creation of complex parts with ease. Furthermore, the software’s configurability allows users to tailor its functionality to their specific needs. The software is straightforward to use and offers a wide range of functions for performing various types of machining operations. Furthermore, it is a cost-effective solution.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}